

Place of Origin:
Hangzhou, ChinaBrand Name:
LongoneWarranty:
12 Months
Introduction to Conveyors
A conveyor is a mechanical handling device used to transport materials from one location to another. It is widely used in industries to automate the movement of goods, components, or bulk materials, enhancing efficiency, productivity, and safety in material handling operations.
Components of a Conveyor
A conveyor system typically consists of the following components:
1. Belt/Roller/Chain: The conveyor belt, roller, or chain serves as the surface for material transportation. It is made of durable materials such as rubber, fabric, metal, or plastic. The selection of the belt or chain depends on factors such as the type and weight of the materials being conveyed.
2. Drive Unit: The drive unit powers the movement of the conveyor. It typically includes an electric motor, gearboxes, and a control system. The motor provides the necessary power to drive the belt, roller, or chain, while the gearbox controls the speed and torque.
3. Idlers/Rollers: Idlers or rollers provide support and guide the conveyor belt or chain. They are strategically placed along the conveyor’s length to ensure smooth movement and proper alignment. Idlers can be either fixed or adjustable to accommodate different belt tensions.
4. Pulleys: Pulleys are used to change the direction or orientation of the conveyor belt or chain. They can be either drive pulleys, which are powered by the motor, or idler pulleys that provide support and guidance.
5. Support Structure: The support structure provides stability and rigidity to the conveyor system. It includes frames, legs, and supports that hold the conveyor components in place and maintain the proper alignment.
6. Control System: The control system manages the operation and monitoring of the conveyor. It includes switches, sensors, and a central control panel. The control system allows operators to start, stop, and adjust the speed of the conveyor, ensuring safe and efficient material handling.
Types of Conveyors
There are various types of conveyors available, each designed to suit specific material handling requirements. Some common types include:
1. Belt Conveyors: Belt conveyors consist of a continuous belt that moves materials along a flat or inclined surface. They are versatile and widely used in industries such as manufacturing, warehousing, mining, and agriculture.
2. Roller Conveyors: Roller conveyors use rollers or wheels to transport materials. They are ideal for handling heavy loads and can be gravity-powered or motor-driven.
3. Chain Conveyors: Chain conveyors use chains and sprockets to move materials. They are commonly used for transporting bulk materials, such as grains, aggregates, and bulk containers.
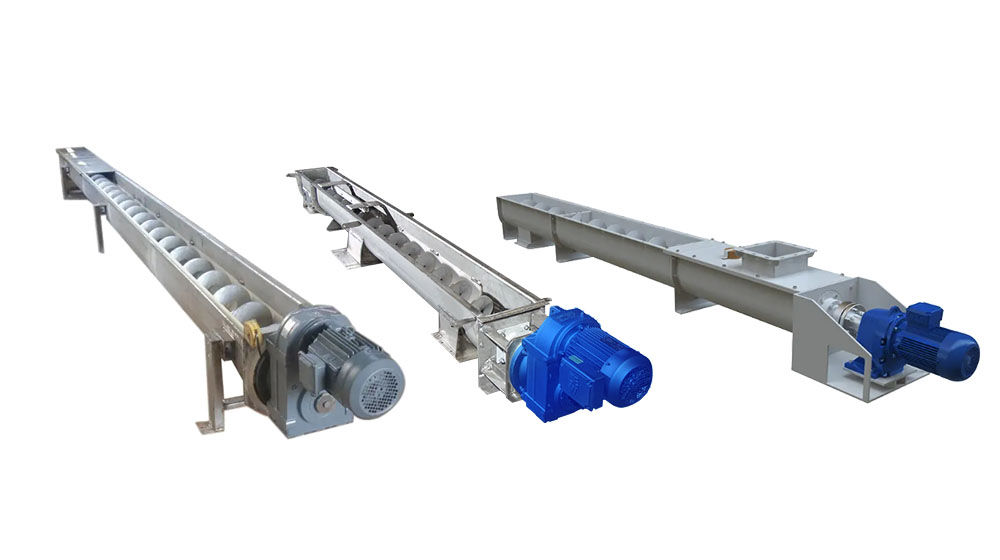
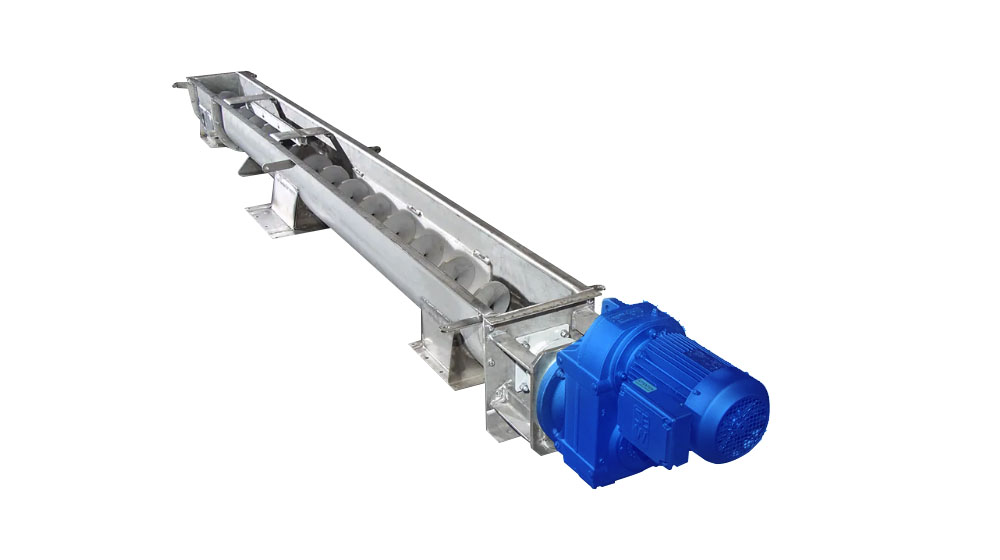
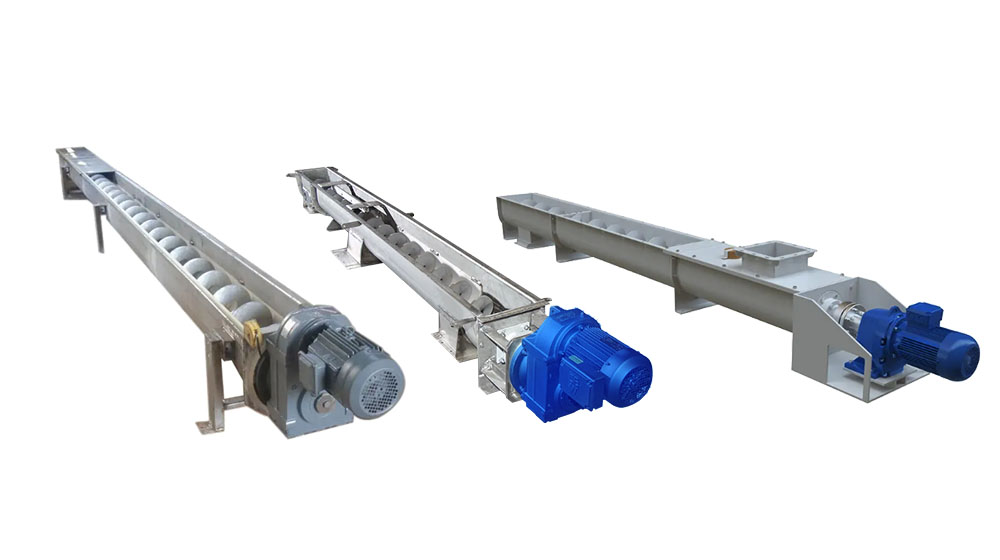
4. Screw Conveyors: Screw conveyors utilize a rotating screw or auger to move materials. They are suitable for handling various types of materials, including powders, granules, and semi-solid materials.
5. Bucket Elevators: Bucket elevators are vertical conveyors that use buckets attached to a belt or chain to transport bulk materials vertically. They are commonly used for elevating materials in industries such as agriculture, mining, and manufacturing.
Applications of Conveyors
Conveyors find applications in a wide range of industries and sectors, including:
1. Manufacturing and Production: Conveyors are extensively used in manufacturing plants to transport raw materials, components, and finished products between different stages of the production process.
2. Warehousing and Distribution: Conveyors play a crucial role in warehouses and distribution centers for efficient sorting, packing, and shipping of goods. They enable the movement of items along assembly lines, sorting systems, and loading/unloading areas.
3. Mining and Quarrying: Conveyors are vital in mining operations to transport ores, coal, and other extracted materials from the mining site to processing or storage areas.
4. Food and Beverage Industry: Conveyors are widely used in the food and beverage industry for transporting ingredients, processed food items, and packaging materials. They ensure the smooth and hygienic handling of food products.
5. Airport Baggage Handling: Conveyors are integral to airport baggage handling systems, facilitating the efficient and automated movement of luggage between check-in, security, and aircraft loading areas.
6. Logistics and E-commerce: Conveyors are essential in logistics centers and e-commerce facilities for sorting, routing, and transporting packages and parcels.
Conveyors offer numerous benefits, including increased productivity, reduced manual labor, improved efficiency, and enhanced safety in material handling operations. They are customizable to meet specific requirements and can be integrated with other automated systems for seamless material flow.


Focus on our WeChat official account